معرفی روش خم کاری
معرفی روش خم کاری
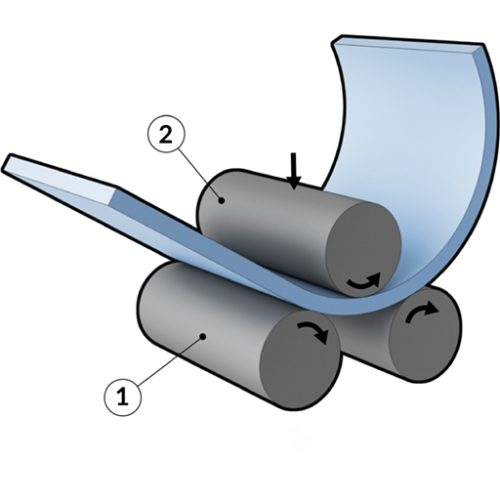
خم کاری Bending به یکسری فرایندهایی گفته میشود که در ورق های فلزی بواسطهی نیرویی تحت خمش قرار گرفته و زاویه دار میشوند. در این روش با حفظ سطح مقطع فلز، قسمتی از آن را تا حد ممکن از مسیر اصلی خارج نموده و به حالت دلخواه تغییر میدهند. فرایند خمکاری بخاطر ویژگی ها و خصوصیاتی که در فلز ایجاد میکند در صنعت بسیار کاربردی بوده و برای عملیات های مختلفی نظیر ساخت باکس فلزی در صنعت الکترونیک، ساختمان سازی، دامداری و کشاورزی، کشتی سازی و … بکار گرفته میشود.
کربن یکی از عناصر اصلی در ورق های فلزی میباشد. میزان این عنصر در صفحات فلزی، بر ویژگی و ساختار آنها تاثیر گذار است. همین موضوع نیز باعث شده تا میزان ظرفیت خم کاری ورق های فولادی متغیر باشد. درواقع هرچه میزان کربن افزایش یابد، قابلیت خم کاری کاهش پیدا میکند.
به طور کلی انواع روش های خم کاری به سه دسته تقسیم می گردند:
- خمکاری گرم لوله فولادی
- خمکاری به روش القایی
- خمکاری سرد لوله فولادی
انواع روش خم کاری
1. خم کاری گرم لوله فولادی:
از جمله روش های خمکاری، خمکاری به روش گرم لوله فولادی است. این روش مناسب برای آن دسته از ورق های آهنی است که به دلیل عدم انعطاف پذیری، باید ابتدا گرم و سپس خم شوند. همچنین ورق های روی و آلیاژهای آلومینیوم در صورت گرم بودن بهتر فرایند خمش را اجرا میکنند.
با اینحال روش گرم کردن لوله فولادی دارای معایبی نیز میباشد. برای مثال زمانی که مقطعی با این روش خم میشود، ظاهری بیضی و چروکیده را به خود میگیرد. باتوجه به آنکه در روش گرم لوله فولادی از شن های داغ استفاده میشود، میزکاری بعد از خمکاری لوله امکان پذیر نمیباشد. مصرف انرژی بالا، کند بودن فرایند و همچنین هزینهی بالا از دیگر معایب این روش هستند.
2. خمکاری به روش القایی:
این نوع روش خم کاری نسبت به روش قبلی، محبوبتر و بهتر میباشد. کم هزینه بودن، بازدهی بالا، عدم تولید آلودگی، جلوگیری از چروک خوردگی و بیضی شدن مقطع از جمله مزایای خمکاری روش القایی میباشد.
فرایند خمش در این نوع فرایند به وسیله جریان الکتریکی و ایجاد یک میدان صورت میگیرد. از آن برای خمکاری لوله هایی با شعاع خم کاری بزرگ و قطور استفاده میشود.
3. خمکاری سرد لوله فولادی:
برای خم کاری ورق های فلزی با درصد کربن 1/2 از روش سرد لوله فولادی استفاده میشود. همچنین معمولا برای خمش ورق های غیر آهنی نیز کاربرد دارد. روش خمش سرد لوله فولادی بسیار سریع و ارزان قیمت میباشد. برای کسب اطلاعات بیشتر به آشنایی با تست خمش مراجعه کنید.
این روش بر روی عیوبی مانند بیضی شدن مقطع لوله و چروک خوردگی کنترل خوبی داشته و نیازی به پوسته زدایی و تمیز کردن های پی در پی و تجهیزات گرمایی خاص ندارد.
معایب خم کاری
فرایند خم کاری بوسیله ماشین آلات و دستگاه های خاصی انجام میشود که هر کدام از روش های خاصی پیروی میکنند. تا این جای کار با انواع روشهای خمکاری و مزایای آنها آشنا شدید. به طور کلی فرایند خمشی که توسط این ماشین آلات صورت میگیرد دارای یکسری معایب میباشند که به شرح زیر هستند:
- ریکویل (recoil): به معنای بلند شدن ورق از روی بستر دستگاه میباشد. این عیب را با استفاده از ورق گیر مناسب میتوان کاهش داد.
- گوش دار شدن: در اثر ناهمسانگردی ورق این عیب پدید میآید. درواقع زمانی که ورق در جهت های مختلف، رفتار متفاوت از خود نشان میدهد، اصطلاحاً رفتار ناهمسانگردی گفته میشود.
- گلویی شدن: در صورتی که شعاع خم غیر مجاز انتخاب شود، طول نسبی مواد بیش از تنش مجاز افزایش مییابد. همچنین ضخامت آن کاهش مییابد.
- پوست پرتقالی شدن: در اثر دانه بندی درشت و کیفیت سطح ورق این عیب ظاهر میشود.
- برگشت فنری (Spring return): مواد دارای مدول الاستیسیته محدودی میباشند. با برداشتن نیروی خم، ورق ها مقداری به حالت قبلی خود بر میگردند.
انواع قالب های خمکاری
قالب های خم کاری به دو دسته کلی تقسیم بندی می گردند:
- قالب های خم با حرکت مستقیم
این قالب ها شامل موارد زیر هستند:
- قالب خم L شکل یا خم کناره: در این قالب، نیروی ورق گیر با نیروی خم کاری برابر است. نبشی ها حاصل تولید این نوع قالب ها میباشند.
- قالب خم v شکل: در مواردی که لازم است صفحه مورد نظر به شکل V در آورده شود، مورد استفاده قرار می گیرند.
- قالب خم U شکل: همانطور که از نامش مشخص است، میتوان قطعات را طوری پرس کاری کرد که به طور همزمان همه لبه ها خمکاری و به شکل U گردند.
- قالب خم Z شکل: قطعات Z شکل را میتوان در دو مرحله و در قالب های ساده تولید کرد. اگر میزان تیراژ تولید بالا باشد، میتوان آنها را به وسیله قالب های خم شکل در یک مرحله خمکاری کرد.
- قالب های خم با حرکت دورانی:
در این روش خم کاری با حرکت دورانی، سنبه با دوران خود، لبه قطعه کار را خم کرده و دیگر حرکت عمودی نخواهد داشت. همچنین برای مش با زاویه ای بیش تر از 90 درجه نسبت به سطح ورق، هیچ محدودیتی ندارد.
برگشت فنری
فلزات به دلیل داشتن خاصیت ارتجاعی، بعد از فرایند خم کاری کمی به حالت قبلی خود برمیگردند. این موضوع باعث میشود که زاویه خمش از زاویه خمکاری مورد نظر کمتر گردد که به این اتفاق برگشت فنری میگویند. برگشت فنری علاوه بر ورق های فلزی ممکن است در متریال های زیر نیز اتفاق بیفتد:
- شمش
- میله
- سیم با سطح مقطع های مختلف